

Днища эллиптические - свойства, характеристики, применение
Во многих образцах технического оборудования, предназначенного для работы под налив или под высоким давлением, используются эллиптические днища. Они имеют широкое применение в самых различных областях деятельности – нефтегазовой и химической, пищевой и фармацевтической. Их изготовление регулируется ГОСТ 34347-2017 «Сосуды и аппараты стальные сварные. Общие технические условия», а так же ГОСТ 6533-78 «Днища эллиптические отбортованные стальные для сосудов, котлов и аппаратов». Они изготавливаются на основе низколегированной, жаропрочной, углеродистой и устойчивой к коррозии марок стали. Если вам необходимо заказать и купить качественные эллиптические днища в Екатеринбурге, лучше всего это сделать в компании «НОРМЕТ».
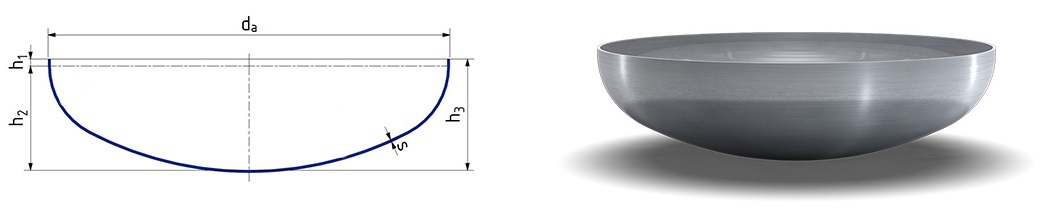
Стандартные параметрами для этого технического оснащения считаются размеры внутреннего диаметра Dв от 150 до 4000 миллиметров, наружного диаметра Dн от 133 до 4000 мм со стенками толщиной от 4 до 60 миллиметров. Нашей компанией могут быть изготовлены эллиптические днища и других габаритов под индивидуальный заказ при допуске высоты выпуклой части 0.25 от внутреннего диаметра и более.

На фото днище эллиптическое
Изготовление эллиптических днищ
Выбирая материал для производства эллиптических днищ, необходимо исходить от размеров изделий, рабочего давления, при котором их предполагается использовать, температурного режима и рабочей среды. В этом случае могут быть выбраны:
- Низколегированные и углеродистые марки стали 09Г2С,13ХФА, Ст3, 20;
- Котельные марки стали 17Г1С, 12ХМ, 09Г2С, 20 К;
- Жаропрочные и стойкие к коррозии марки стали 10Х17Н13М2Т, 20Х23Н17, 08(12)Х18Н10Т;
- Соответствующие международным стандартам AISI 316, 321, 304.
Создание заготовок для эллиптических днищ
Компанией «NORMET» производятся заготовки эллиптических днищ в Екатеринбурге самых различных размеров по требованиям ГОСТ 34347-2017 (Р 52630-2012). Изделия небольшого диаметра штампуются из цельных стальных листов диаметром от 1200 до 1500 миллиметров. Если необходимо сделать эллиптические днища диаметром до 4000 мм, применяется стальной лист шириной от 4500 до 5000 мм. При производстве сварных разновидностей днищ могут быть использованы как автоматическая дуговая сварка, так и механизированная дуговая сварка. Далее обязательно осуществление итогового контроля. Он включает в себя:
- Измерение и внешний контроль;
- Радиографический контроль;
- Ультразвуковой контроль;
- Другие виды контроля.
Формообразование эллиптических днищ
Формообразование эллиптических днищ производится несколькими основными способами, среди которых:
- Фланжирование холодным методом;
- Применение горячей штамповки.
Фланжирование холодным методом
При использовании холодного способа для формообразования заготовки применяется фланжировочная машина. При формировании заготовка подаётся по роликам, благодаря которым достигаются необходимые размеры. Затем производится термическая обработка. Этот метод имеет ряд заметных преимуществ, среди которых можно назвать:
- Изготовление эллиптических днищ размерами от 1000 до 4000 миллиметров;
- Способность изготовления изделий больших размеров с небольшой толщиной стенок.
Применение горячей штамповки
При применении этого метода заготовку предварительно подвергают нагреву в печи. Затем она подаётся на штамповочный пресс с установленной на нём особой оснасткой. После этого происходит процесс охлаждения. К преимуществам способа горячей штамповки можно отнести:
- Ускорение процесса формообразования;
- Способность изготовления изделий с толщиной стенок от 60 миллиметров.

Проведение термической обработки
Итоговая термообработка должна осуществляться в полном соответствии с требованиями ГОСТ 34347-2017 ( Р 52630-2012). Это происходит для получения необходимых для эллиптических днищ технических характеристик.
Осуществление механической обработки
Для того, чтобы эллиптические днища могли использоваться для технического оборудования в полном соответствии с указанными требованиями, необходимо произвести дополнительную механическую обработку. Это осуществляется, к примеру, для приварки изделия к корпусу оборудования или для приварки отводов и штуцеров к эллиптическому днищу. В распоряжении компании «НОРМЕТ» имеется достаточный станочный парк для производства любых вариантов механической обработки. При помощи станков плазменной или газовой резки нашими специалистами может быть осуществлена подрезка борта днища «наровно», что значительно облегчает производство механической обработки. Такая подрезка осуществляется с припусками в 10-15 миллиметров перпендикулярно оси изделия в плоскости сечения борта.
Очищение от окалины
Последним этапом горячей штамповки считается очистка изделий от образовавшейся на их поверхности окалины. Такой процесс производится с использованием химического очищения, использования пескоструйной и дробеструйной техники. В любом случае в итоге вы получите качественные эллиптические днища в Екатеринбурге от компании «NORMET».




